Hi Tom,
I'm using KMotion CNC with a GCode program.
I'm seeing a problem in which the Z axis appears to be commanded to go too fast.
The GCode program moves the Z axis from 0.1 inches to -2.3 inches, and then back again to 0.1 inches.
What happens is that I get a following error because the speed that the Z axis is commanded to go is very much in excess of the max speed it *can* go. It's a ballscrew with a BLDC motor and encoder. The encoder generates ~41,000 counts per inch.
I can run the Z axis at 23,000 counts per second for 2.4 inches without a problem using a C program in KMotion. The Z axis will move at a this rate of 0.55 inches per second without a problem, no following error.
However, when I run a GCode program to move the Z axis from +0.1 inches to -2.3 inches, the Z axis accelerates until I get a following error. The Z axis following error maximum is currently set to 4000 counts.
Here's the GCode program:
G20 G17 (use inches, use X-Y plane)
G0 Z0.10 (start at Z = 0.1 inches)
G0 Z-2.3 (move to Z = -2.3 inches)
M2
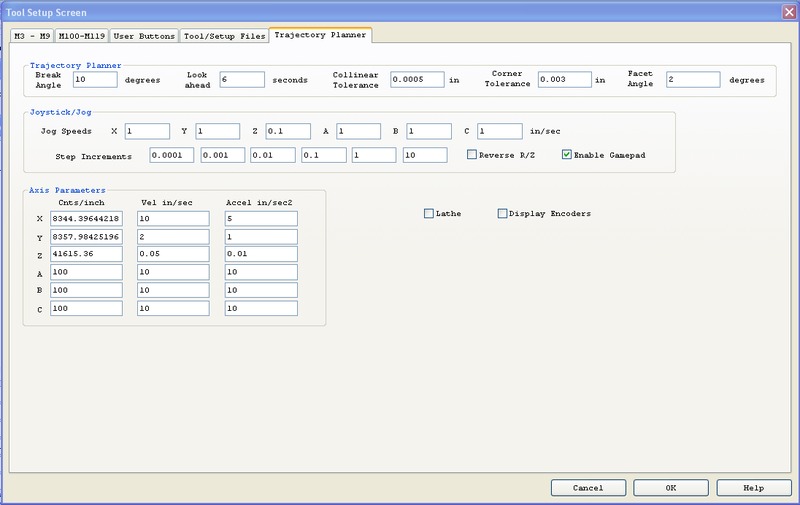
I've attached my current settings for the Trajector Planner in KMotion CNC. I haven't seen any change in the acceleration and eventual axis disable due to following error, even when I set the Velocity for the Z axis in the Trajector Planner to a really small 0.05 inches per second.
The maximum rate of the Z axis movement is obviously much higher than 0.55 inches per second when the following error occurs.
Can you shed some light on what might be happening? I thought that the Velocity number in the Trajectory Planner was a maximum, and that the Z axis would not be asked to move faster than the Velocity setting. This does not seem to be the case.
I'm currently using KMotion 430.
Thanks,
Hugh
{kind=link}